|
ЛАБОРАТОРНАЯ РАБОТА №1.
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ МЕТЧИКА
Порядок выполнения работы:
- Изучить конструкцию метчика ([1] стр. 169 - 175).
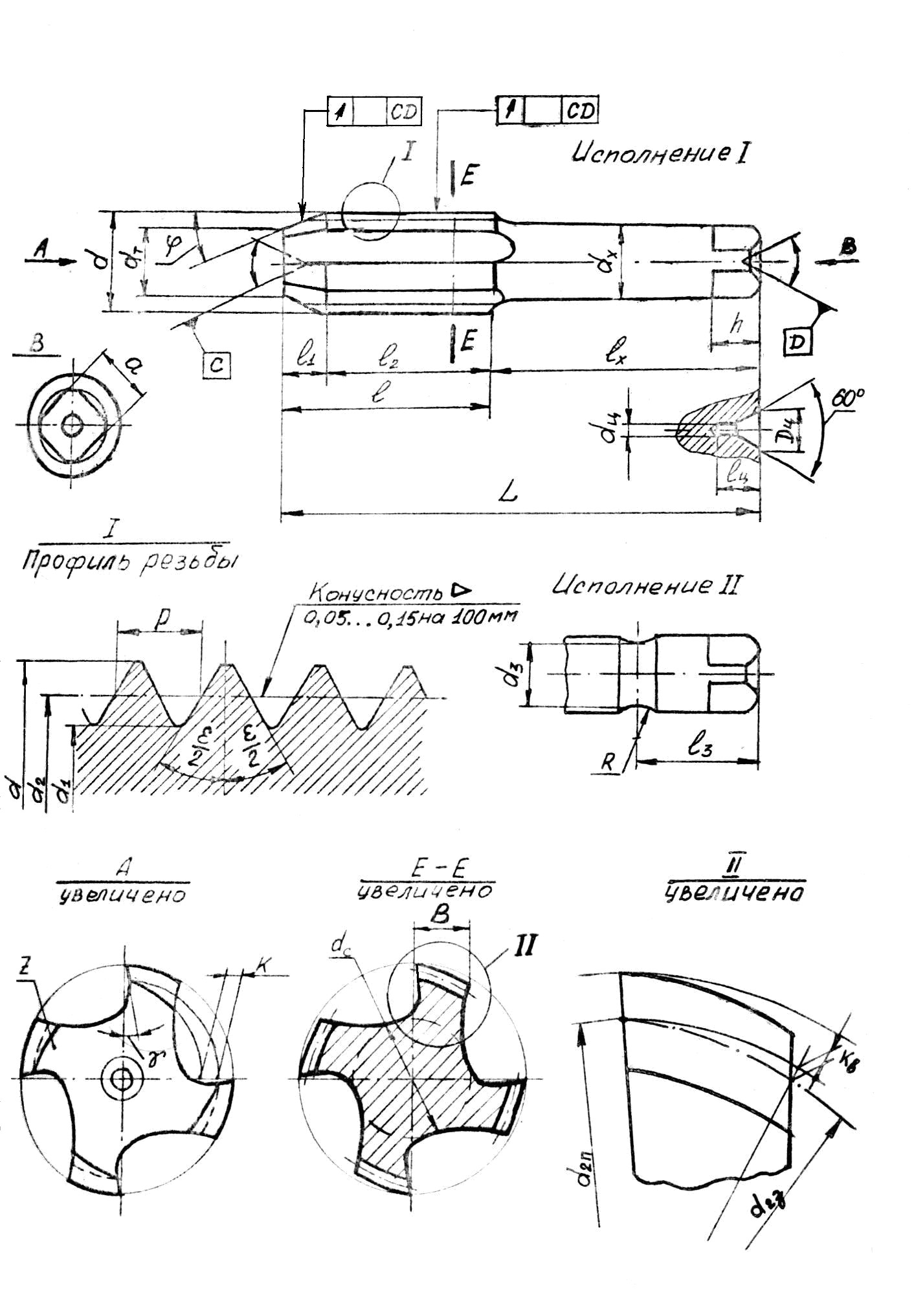
- Выполнить эскиз метчика с натурного образца. Типовое оформление эскиза приведено на рисунке 1.
- Выполнить измерения линейных и угловых размеров конструктивных элементов.
- Проставить на эскизе численные значения номинальных размеров, предельных отклонений и шероховатости поверхностей. Привести текстовую часть технических требований.
- Оформить отчет.
Содержание отчета:
- Эскиз метчика.
МЕТЧИКИ.
Технические требования
(по ГОСТ 3449 - 84)
- Метчики должны быть изготовлены из быстрорежущей стали по ГОСТ 19265 - 73 в соответствии с материалом обрабатываемой заготовки.
- Метчики диаметром 12 мм и более должны изготавливаться сварными. В месте сварки не допускаются раковины, непровар пережег металла, трещины и другие дефекты, уменьшающие прочность метчика.
- Хвостовики сварных метчиков должны изготавливаться из стали марки 45 по ГОСТ 1050 - 88 или из стали марки 40Х по ГОСТ 4543 - 71.
- Твердость метчиков должна быть: рабочей части 63…66 HRCэ; хвостовика (квадрат и кольцевая канавка) 37…52 HRCэ. Твердость рабочей части метчиков из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5% и более должна быть выше на 1…2 единицы HRCэ.
- Параметры шероховатости поверхностей метчиков по ГОСТ 2789 - 73 не должны превышать, мкм:
- - профиля резьбы передней и задней поверхностей………………...…Rz 3,2
- - хвостовика ………………………………………………………...……Ra 1,6
- - остальных поверхностей .………………………………………………Rz 25
Параметры шероховатости передней поверхности должны выдерживаться на высоте не менее 1,5 высоты профиля резьбы.
- Центровые отверстия должны быть механически обработаны после термической обработки.
- Завалы, выкрашивания и прижоги на режущих кромках не допускаются.
- Предельные отклонения размеров метчиков не должны превышать:
- - общей длины и длины рабочей части при номинальном диаметре резьбы св. 12 до 39 мм………………………………………………………….- 5,0 мм.
- - длины режущей части….…………………………………………+1,5 шага
- - диаметра хвостовика………..…………………………………………h9
- - стороны квадрата………………………………..…………………………h12
- Допуски биения метчиков, установленных в центрах, при номинальном диаметре резьбы св. 8 до 24 мм должны быть, мм:
- - режущей части по наружному диаметру………………………………....0,03
- - калибрующей части по наружному и среднему диаметрам…………….0,02
- - хвостовика………………………………………………………………….0,02
- Метчики должны изготавливаться с обратной конусностью по внутреннему, среднему и наружному диаметрам. Обратная конусность должна быть в пределах 0,05 до 0,15 мм на 100 мм длины.
- Режущая часть метчиков должна быть затылована по наружному диаметру.
- Метчики должны быть затылованы по профилю на всей длине рабочей части. Величина затылования (уменьшения среднего диаметра на ширине зуба) должна соответствовать следующим значениям для номинального диаметра резьбы, мм:
- D = 14 - 22…………………………………………………………….0,03 - 0,06
- D = 24 - 33…………………………………………………………….0,05 - 0,10
Допускается не производить затылование по наружному диаметру калибрующей части.
- Предельные отклонения углов не должны превышать: переднего ±2°, заднего на режущей части ±1°..
- Критерием закрепления метчиков является несоответствие нарезаемой резьбы требуемой точности.
Рисунок 1. Эскиз метчика.
|