
|
ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Г71
Предназначен для шлифования плоскостей периферией круга. С применением различных приспособлений возможно профильное шлифование. Точность профиля зависит от методов правки профиля круга и от применяемого приспособления для закрепления деталей.
Частота вращения шпинделя - 2740 мин. Наибольшие размеры шлифуемых изделий (длина, ширина, высота), мм - 630 х 200 х 320. Схема обработки детали типа бруска изображена на рис. 7.
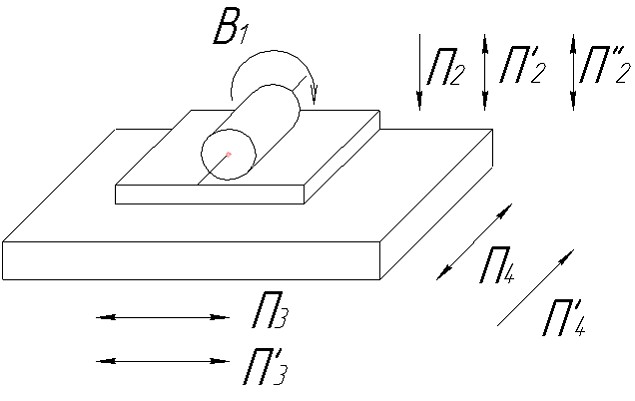 Рисунок 7. Шлифование бруска
Для обработки плоскости бруска, если его ширина превышает ширину круга, необходимо четыре движения формообразования:
ФV(В1) - вращение круга, движение скорости резания;
ФS1(П1) - вертикальная прерывистая подача круга, врезание;
ФS2(П2) - продольное перемещение стола;
ФS3(П3) - поперечная прерывистая подача стола.
В с п о м о г а т е л ь н ы е д в и ж е н и я :
Всп. (П'3) - ручное продольное перемещение стола;
Всп. (П'4) - ручная поперечная подача стола;
Всп. (П'2) - ручная вертикальная подача яруса;
Всп. (П''2) - ускоренное вертикальное перемещение шлифовальной бабки.
На рис. 8, 9, 10 показаны основные узлы и органы управления станка 3Г71:
1 - станина; 2 - крестовый суппорт; 3 - стол; 4 - колонна; 5 - шлифовальная головка; 6 - магнитная плита; 7 - система охлаждения; 8 - гидростанция;
9 - механизм ускоренного перемещения шлифовальной головки (червячный редуктор); 10 - ручная вертикальная подача; 11 - установка величины автоматической вертикальной подачи; 12 - вводный пакетный выключатель;
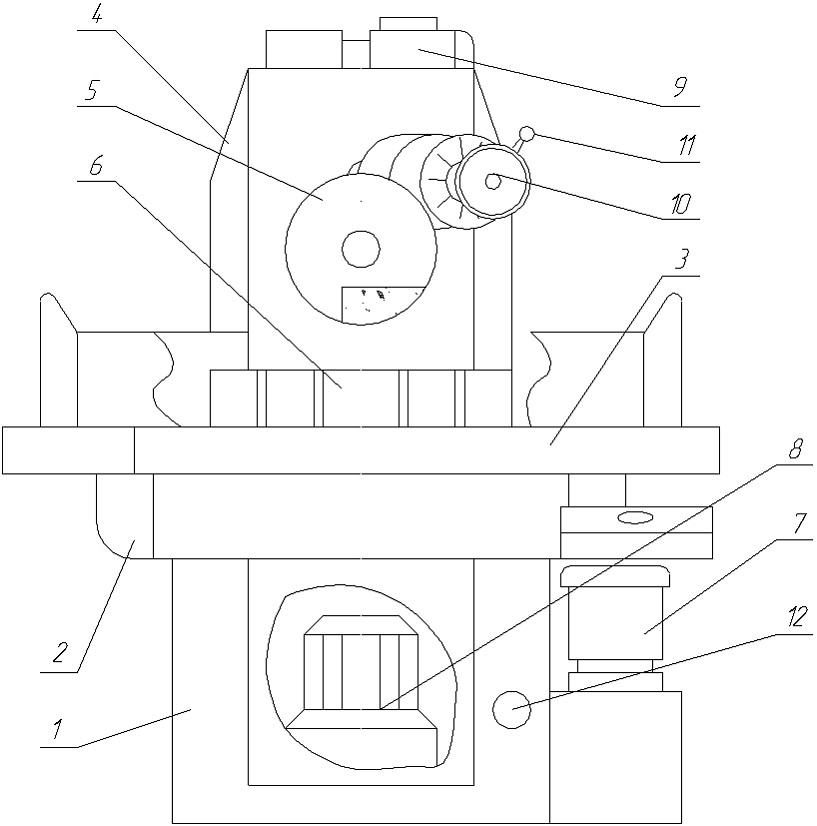 Рисунок 8. Основные узлы станка ЗГ71
13 - включение и реверсирование автоматической поперечной подачи;
14 - закрепление упоров продольного реверса стола; 15 - упоры продольного реверса стола; 16 - «разгрузка» гидропривода, "Стоп" стола, "Пуск" стола;
17 - регулятор скорости продольного перемещения стола; 18 - ручное продольное реверсирование стола; 19 - установка величины автоматической поперечной подачи; 20 - ручная поперечная подача суппорта; 21 - включение ручной поперечной подачи суппорта; 22 - микрометрическая подача суппорта; 23 - ручное продольное перемещение стола.
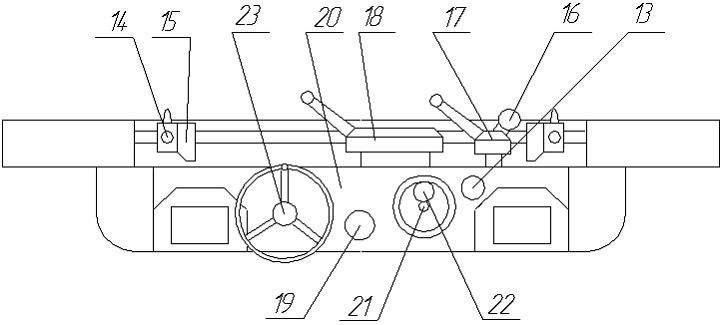 Рисунок 9. Органы управления
Рисунок 10. Пульт управления
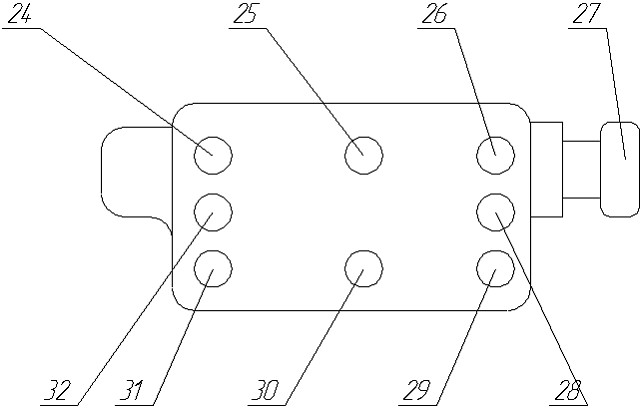 24 - кнопка «Все стоп»;
25 - переключатель ускоренного перемещения шлифовальной головки;
26 - кнопка «Стоп» гидропривода;
27 - переключатель режима работы с плитой и без плиты; 28 - кнопка «Пуск» гидропривода;
29 - выключатель освещения; 30 - лампочка сигнализации «Станок включен»;
31 - выключатель магнитной плиты; 32 - кнопка «Пуск» шпинделя.
СОКРАЩЕНЫЙ ПАСПОРТ ПЛОСКОШЛИФОВАЛЬНОГО СТАНКА, РАБОТАЮЩЕГО ПЕРИФЕРИЕЙ КРУГА
|
|
|
© 2009 "Режущий инструмент". При копировании ссылка обязательна !!!
|