|
ЛАБОРАТОРНАЯ РАБОТА №4
ИССЛЕДОВАНИЕ СВЯЗИ МЕЖДУ ТОЧНОСТЬЮ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ МЕТЧИКА И ТОЧНОСТЬЮ ГАЙКИ.
Порядок выполнения работы:
- Выполнить измерения элементов резьбы гайки по методике, приведенной в приложении 1. Данные измерений занести в табл. 9, 10, 11, 12, 13.
- Рассчитать приведенный средний диаметр резьбы гайки.
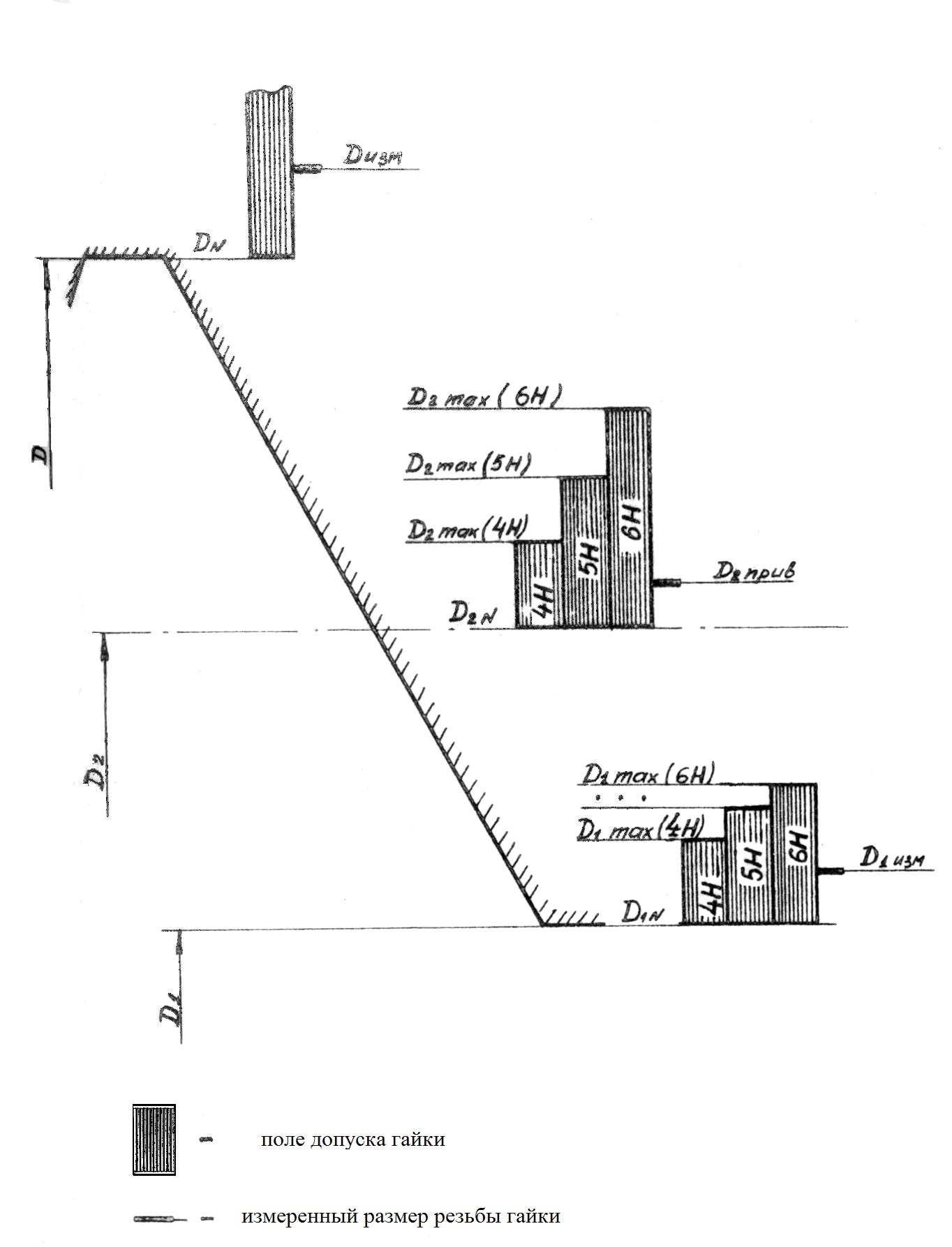
- Составить схему полей допусков резьбы гаек: 4Н, 5Н, 6Н и привести на ней:
- Предельные значения диаметров D, D1, D2 по ГОСТ 9150-81 (приложение 2).
- Размеры резьбы гайки Dизм, Dприв, D1изм.
Типовое оформление схемы приведено на рисунке 4.
- Аттестовать резьбу гайки по среднему и внутреннему диаметрам. Определить степень точности резьбы гайки.
- Определить соответствие класса точности метчика степени точности резьбы гайки. Сравнить с рекомендациями (табл. 14), сделать заключение.
- Определить имеется ли разбивка по наружному и среднему диаметрам резьбы гайки (во втором случае размер метчика сравнивают с собственном средним диаметром резьбы гайки).
- Оформить отчет.
Содержание отчета:
- Результаты измерений размеров резьбы гайки.
- Расчет приведенного среднего диаметра резьбы гайки.
- Схема расположения размеров резьбы гайки относительно полей допусков.
- Заключение по степени точности резьбы гайки.
- Заключение по соответствию класса точности метчика степени точности резьбы гайки.
- Заключение по наличию разбивки по наружному и среднему диаметрам резьбы гайки.
ИЗМЕРЕНИЕ ЭЛЕМЕНТОВ РЕЗЬБЫ ГАЙКИ
Комплект № Резьба…………. Материал
- Наружный диаметр, D
Таблица 9.
Отсчет
|
Измерение
|
Среднее значение отсчета
|
Результат
D
|
1
|
2
|
3
|
Начало
|
|
|
|
|
|
Конец
|
|
|
|
|
|
- Внутренний диаметр, D1
Таблица 10.
Отсчет
|
Измерение
|
Среднее значение отсчета
|
Результат
D1
|
1
|
2
|
3
|
Начало
|
|
|
|
|
|
Конец
|
|
|
|
|
|
- Средний диаметр, D2
Таблица 11.
Отсчет
|
Измерение
|
Среднее значение отсчета
|
Результат
D2
|
1
|
2
|
3
|
Начало
|
|
|
|
|
|
Конец
|
|
|
|
|
|
- Шаг резьбы, Р
Таблица 7
Отсчет
|
Измерение
|
Среднее значение отсчета
|
Результат
ДPn
|
1
|
2
|
3
|
Начало
|
|
|
|
|
|
Конец
|
|
|
|
|
|
- Половина угла профиля, е/2
Таблица 8
Правая сторона
|
Левая сторона
|
Результат
Де/2
|
Измерение
|
(е/2)пр
|
Измерение
|
(е/2)лев
|
1
|
2
|
3
|
4
|
1
|
2
|
3
|
4
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок 4. Схема расположения размеров резьбы гайки относительно полей допусков.
РАСЧЕТ ПРИВЕДЕННОГО СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ГАЙКИ
Приведенный средний диаметр резьбы гайки рассчитывают по формуле [3]:
 , (8) , (8)где D2изм - средний диаметр, полученный в результате измерений, мм.
 - диаметральная компенсация погрешности половины угла профиля, мкм. - диаметральная компенсация погрешности половины угла профиля, мкм.
 - диаметральная компенсация погрешности n шагов на длине свинчивания, мкм - диаметральная компенсация погрешности n шагов на длине свинчивания, мкм
Для метрической резьбы с углом профиля е=60 значения диаметральных компенсаций рассчитывают по формулам:
 , (9) , (9)где ДPn - накопленная погрешность n шагов, полученная в результате измерения (абсолютная величина), мкм;
 , (10) , (10)где Де/2 - погрешность половины угла профиля, полученная в результате измерения (абсолютная величина), мин; P - шаг резьбы, мм.
В результате подстановки (9) и (10) в формулу (8), получим:
 (11) (11)
Пример расчета:
Исходные данные:
D2изм=16,596 мм; P=2,5 мм; ДPn=0,021 мм; Де/2=17?
Расчет:
D2прив=16,544 мм.
Рекомендации по назначению метчиков [1]
Таблица 14
Класс точности метчика
|
Степень точности нарезаемой резьбы
|
Н1
|
4Н, 4Н5Н, 5Н
|
Н2
|
5Н6Н, 6Н
|
Н3
|
6Н
|
ЛИТЕРАТУРА
- Металлорежущие инструменты: Учебник для вузов/Г.Н. Сахаров, О.Б. Арбузов и др. - М.: Машиностроение, 1989 - 328с.
- Режущий инструмент. Лабораторный практикум. Учеб. пособие / Н.Н. Щегольков, Г.Н. Сахаров и др. - М.: Машиностроение, 1985 - 168с.
- Допуски и посадки. Справочник. В 2-х ч./В.Д. Мягков и др. - 6-е изд.перераб. и доп. - Л.: Машиностроение, Ленинградское отделение, 1983. Ч.2. 448с.
|